在装配制造场景中,倍速链流水线以稳定输送与节拍控制见长,常用于电子装配、家电组装等工位密集型生产。围绕倍速链流水线工作原理是如何实现工位同步这一问题,需要从传动结构、节拍控制、工装载具以及控制逻辑等方面进行系统分析。
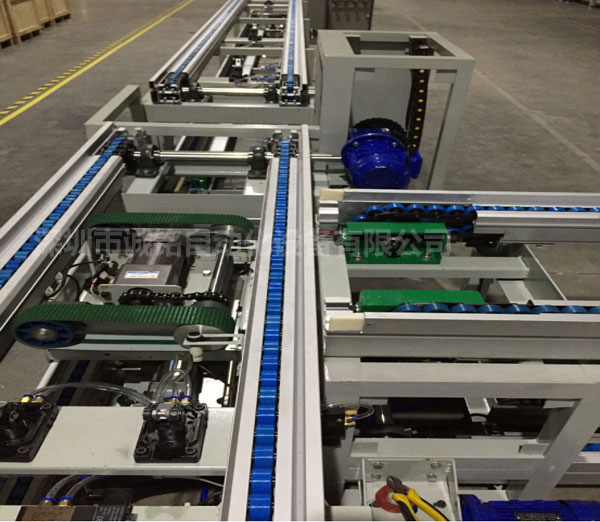
倍速链流水线的核心在于倍速链条与托盘载具的配合。链条通常由内外链节与滚轮构成,通过驱动装置持续运行,托盘放置在链条上方轨道并与链条形成相对运动关系。在空载区,链条与托盘保持接触并带动前行;在工位区,通过阻挡机构使托盘停止,而链条在托盘下方继续运动,从而形成“链动托停”的工位节拍基础。这一结构使多个工位可以在同一输送系统上独立作业。
工位同步的关键在于节拍统一与定位一致。倍速链流水线在每个工位设置阻挡器与定位装置,当托盘到达位置后被锁定,保证装配位置一致。各工位的作业时间通过节拍设计进行匹配,使前后工序在相同时间窗口内完成,从而实现整体同步。若某工位节拍偏差较大,可通过缓存工位或旁通结构进行缓冲,避免对整线造成影响。

驱动系统对同步稳定性具有直接影响。倍速链流水线通常采用电机减速机驱动,配合变频调速或伺服控制,实现速度可调与运行平稳。通过统一控制链速,可以确保各托盘在输送区的运动节奏一致,为工位同步提供基础条件。
控制系统在同步实现中起到协调作用。通过PLC或工业控制系统,对各工位信号进行采集与处理,实现托盘到位检测、阻挡器动作控制以及异常状态处理。当某工位未完成作业时,系统可以延迟放行,保持整体节拍协调。
托盘设计也影响同步效果。托盘作为工件载体,其尺寸精度与结构稳定性直接关系到定位精度。标准化托盘可以保证在不同工位之间传递时保持一致姿态,从而提升装配一致性。
环境与维护因素同样不可忽视。链条润滑状态、轨道平整度以及阻挡机构灵敏度都会影响运行顺畅度。若出现磨损或阻力变化,可能导致托盘运行不均,从而影响同步效果。
综合来看,倍速链流水线通过链条连续运动与工位间歇定位相结合,实现多工位同步作业。通过优化节拍设计、控制系统与结构配置,可以使倍速链流水线在实际生产中保持稳定运行与良好同步表现。