在现代化生产车间中,倍速链流水线被广泛用于电子电器、汽车零部件、家电产品等装配环节。相比于传统输送线,倍速链流水线更强调节拍控制和工位同步,以满足大规模装配生产的效率需求。如何实现节拍和工位的有序衔接,成为企业规划流水线时的重要环节。
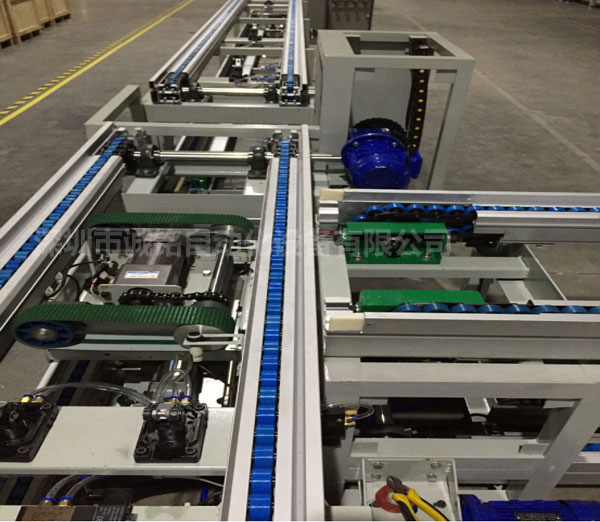
倍速链流水线通常依靠输送链条的双倍速度特性,将工件载具在空闲区和工作区的移动速度区分开。通过在工位处设置止挡装置,载具能够停留,供工人或自动化设备进行装配作业。当工序完成后,止挡松开,载具以倍速进入下一个工位。这样,节拍被有效控制,工位间实现了高度同步。

在节拍控制上,企业通常会根据产品装配时间差异,设定主线节拍。例如核心工序需要较长时间,辅助工序较短时,可以在关键工位配置双工位设计,避免生产瓶颈。同时,倍速链流水线可结合PLC程序控制,实现对节拍的实时监测与调整。若某一工位出现异常,系统能自动调整运行模式,保持整体生产平衡。
工位同步则依靠定位机构与传感器协作。常见的工位控制方式包括气动止挡、伺服电机定位、光电检测等。这些装置能保证工件在每个工位的停靠位置一致,减少装配误差。此外,倍速链流水线还支持多工位并行作业,即多个工人或机械手在不同位置同步操作,提高生产效率。
在实际应用中,倍速链流水线不仅能通过硬件实现节拍控制,还能结合MES系统进行生产数据采集。通过对节拍时间的统计分析,企业可优化工艺,缩短单件装配时间,提升整体产能。随着智能制造的发展,倍速链流水线将更多与信息化系统对接,实现透明化和精细化管理。
因此,倍速链流水线的节拍控制与工位同步,本质上是输送机构、控制系统和信息平台的综合协调。合理的设计和准确的控制手段,能帮助企业保持稳定产能,保证装配质量,适应复杂多样的生产需求。