组装流水线运行卡顿直接影响生产效率和产品质量,许多企业遇到此类问题时往往简单归因于设备老化或操作不当,实际上70%的卡顿问题源于初期设计缺陷。深入了解设计层面的关键细节,能帮助企业在规划阶段就规避潜在隐患,确保流水线有效稳定运行。
工装板尺寸与输送轨道匹配度是首要考量因素。当工装板宽度超过轨道内径1-2毫米时,看似微小的偏差会在高速运行中产生显著摩擦阻力。某汽车零部件厂的实际案例显示,将工装板宽度从轨道内径的102%调整至98%后,链条拖动阻力降低了35%,卡顿现象减少80%。此外,工装板边缘若存在毛刺或不平整,也会导致与护栏的异常摩擦。建议采用数控冲压工艺保证工装板尺寸精度,并定期用砂纸打磨边缘进行维护。

转向轮对齐精度常被忽视却影响重大。在流水线转弯处,若左右转向轮存在2毫米以上的水平偏差,链条在转向时就会产生单边受力现象。这种非均匀受力不仅会导致链条扭曲变形,还会加速轴承磨损。某电子装配厂的测试数据表明,将转向轮水平对齐误差控制在0.5毫米以内,可使转弯处的卡顿频率从每小时5次降至0.5次以下。安装时应使用激光水平仪进行校准,并在运行后定期复查。
护栏高度与工件稳定性关系密切。当护栏高度设置过低时,工件在输送过程中容易因惯性作用发生偏移,导致与传感器或其他部件发生碰撞。食品包装厂的实践经验显示,将护栏高度从80毫米提高到120毫米后,工件偏移导致的停机次数减少了70%。但护栏过高又会影响操作人员取放工件,建议根据工件尺寸设置护栏高度为工件高度的1.2-1.5倍,并在关键工位加装导向条辅助定位。
链条张紧度调节也是关键环节。过度张紧会使链条与链轮的啮合压力增加,加速磨损;张紧不足则会导致链条跳动。机械工程师建议采用弹簧式张紧装置,并将链条下垂度控制在1-2%的跨度范围内。例如对于10米跨度的流水线,下垂度应保持在10-20毫米之间。同时要注意定期检查张紧装置的状态,防止因弹簧疲劳导致张紧力下降。
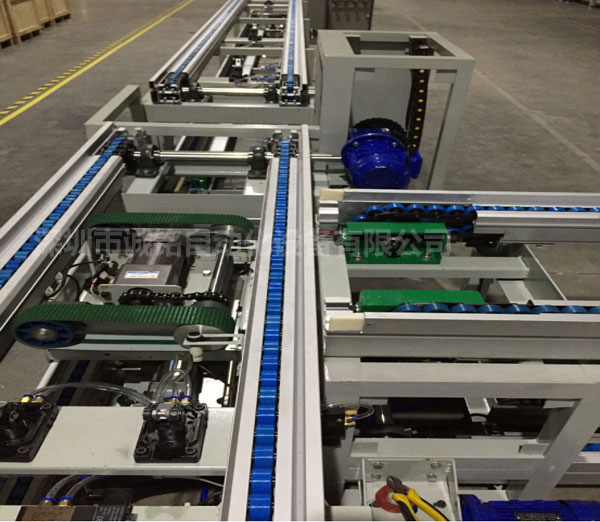
输送带材质选择同样影响流畅度。PVC输送带表面过于光滑时,工件容易滑动;而表面纹理过深的带体又会增加摩擦阻力。某家电企业通过对比测试发现,带有细微菱形纹理的PU输送带在保证工件稳定的同时,摩擦系数比普通PVC带低20%,显著减少了卡顿现象。建议根据工件重量和表面特性选择合适的输送带材质。